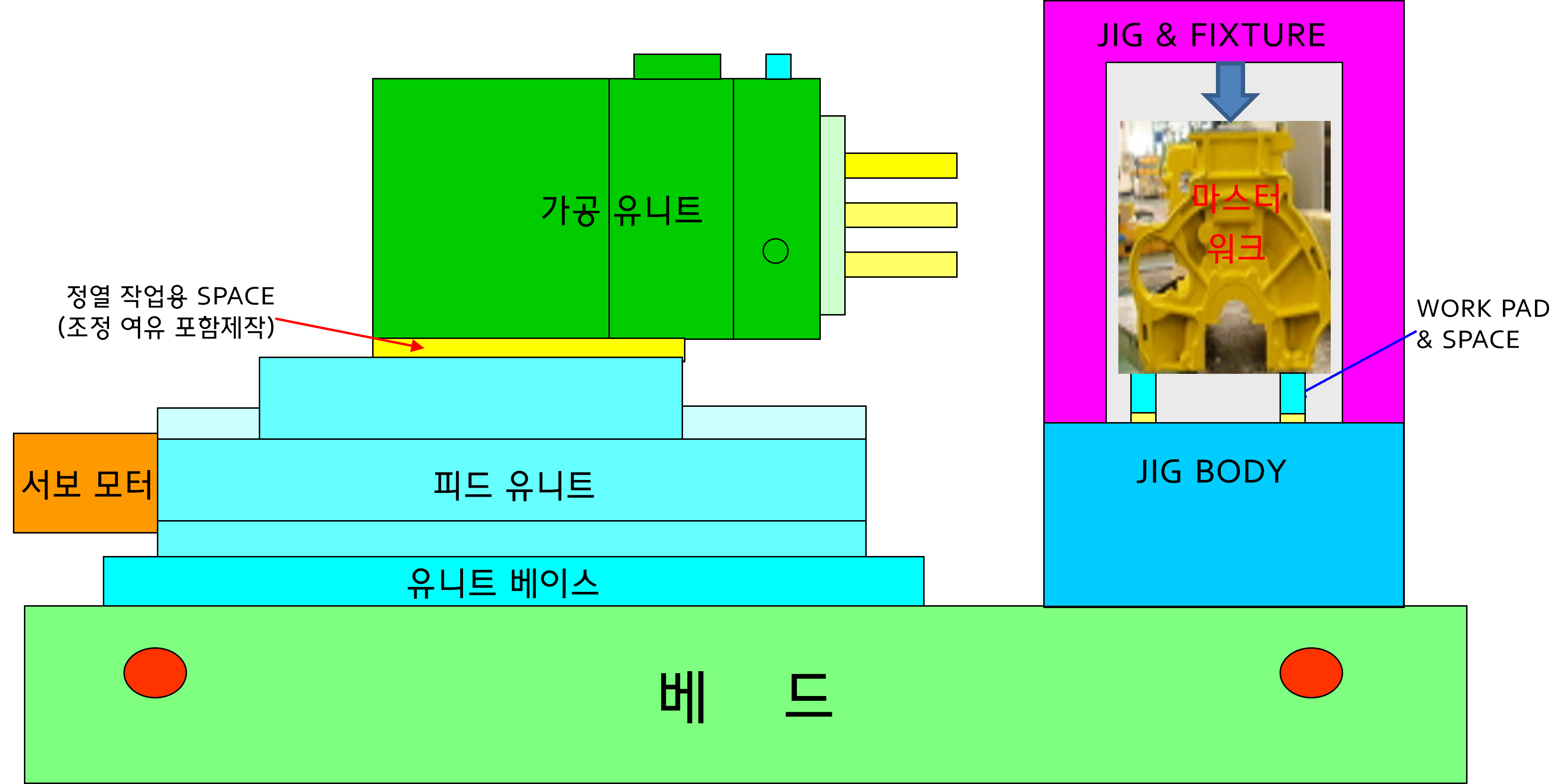
전용기 유니트 정렬 작업
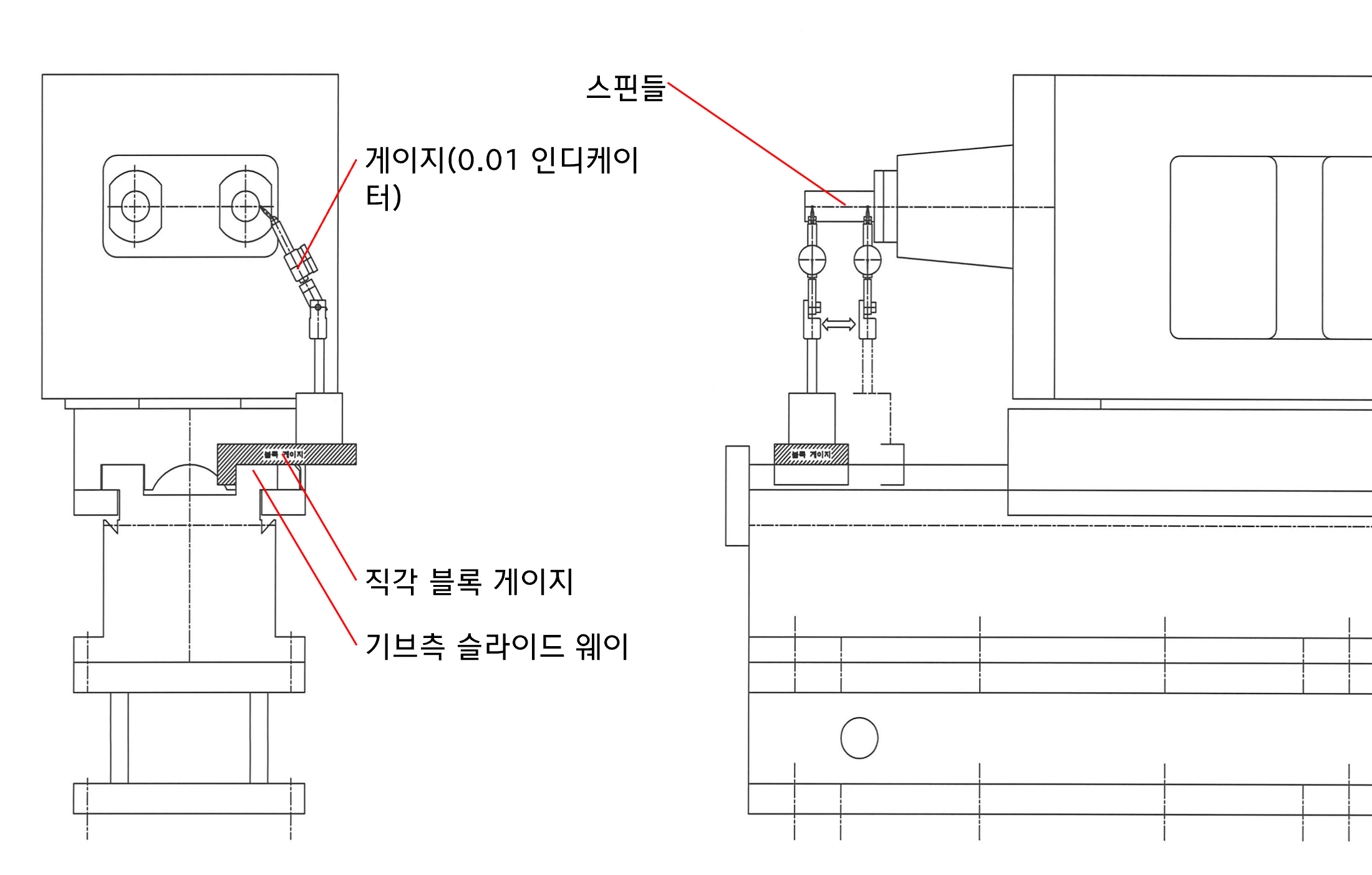
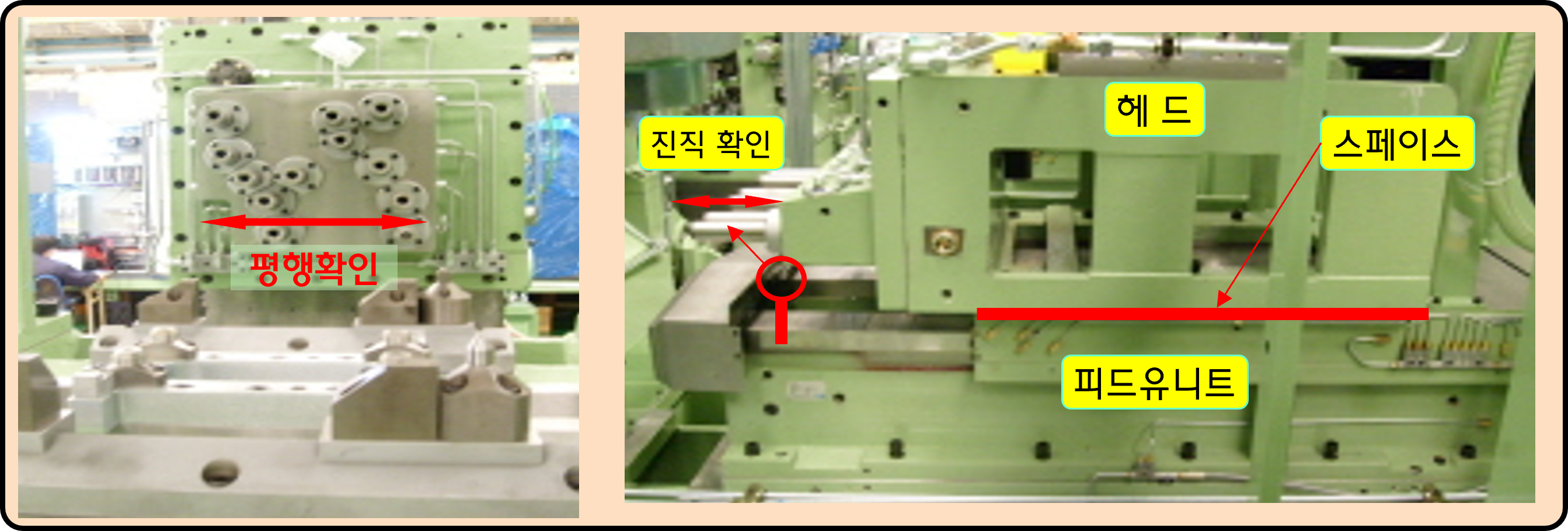
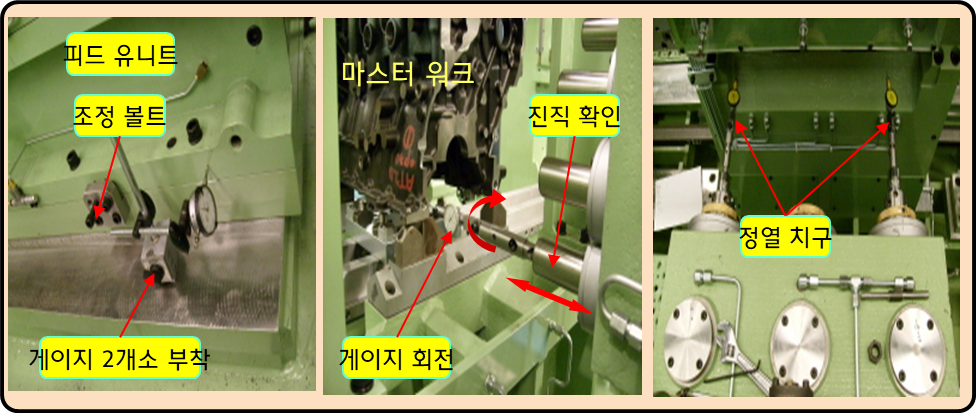
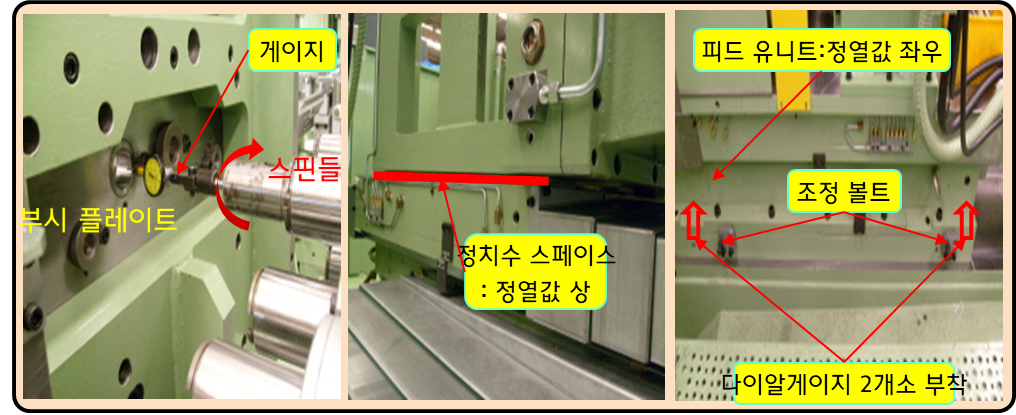
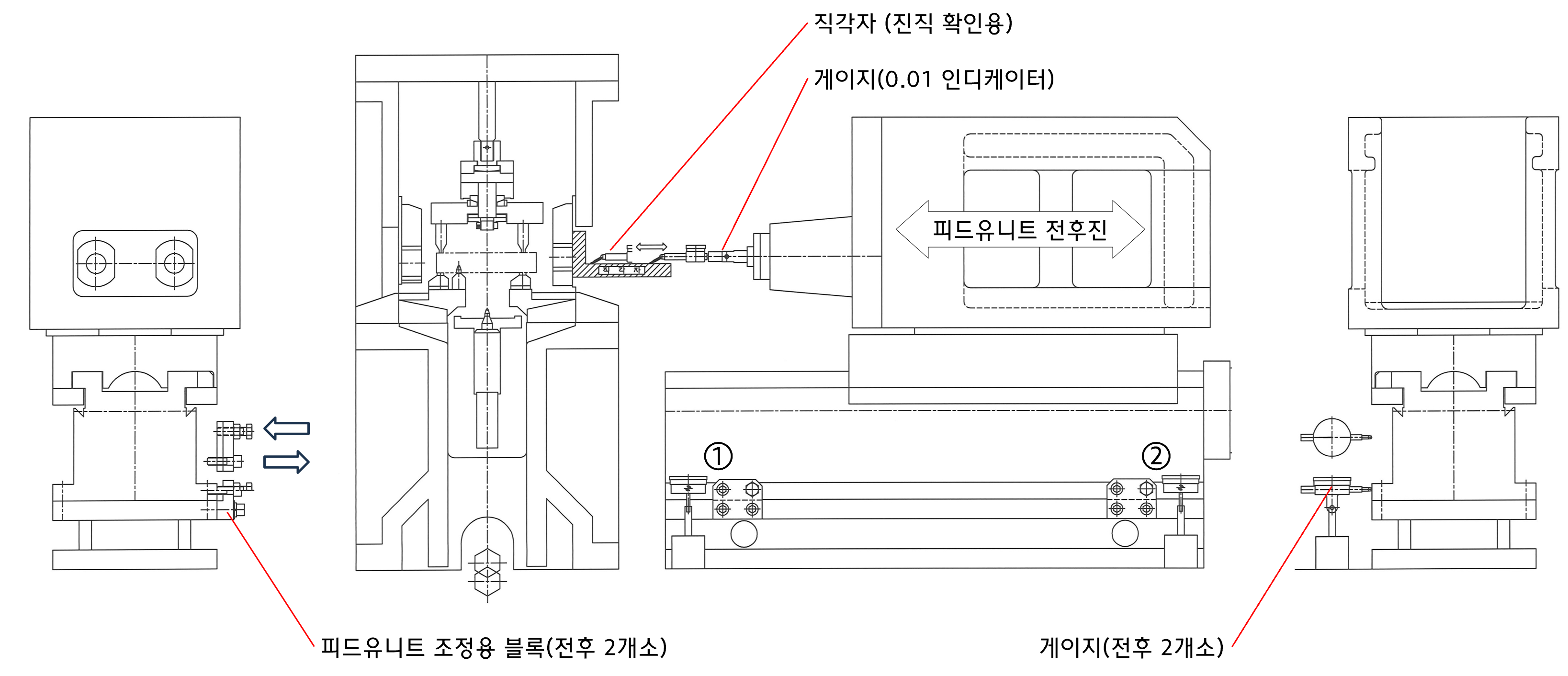
② 가공지그와 피드 유니트의 진직 확인 : 지그에 직각자 부착 진직 확인
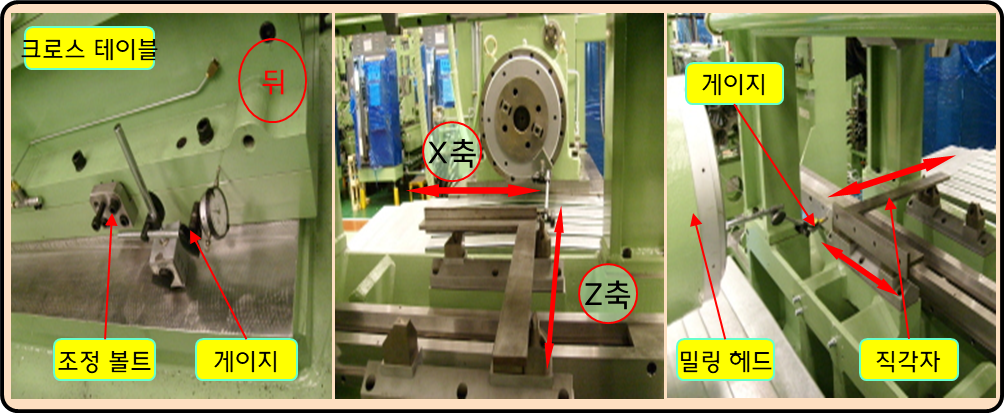
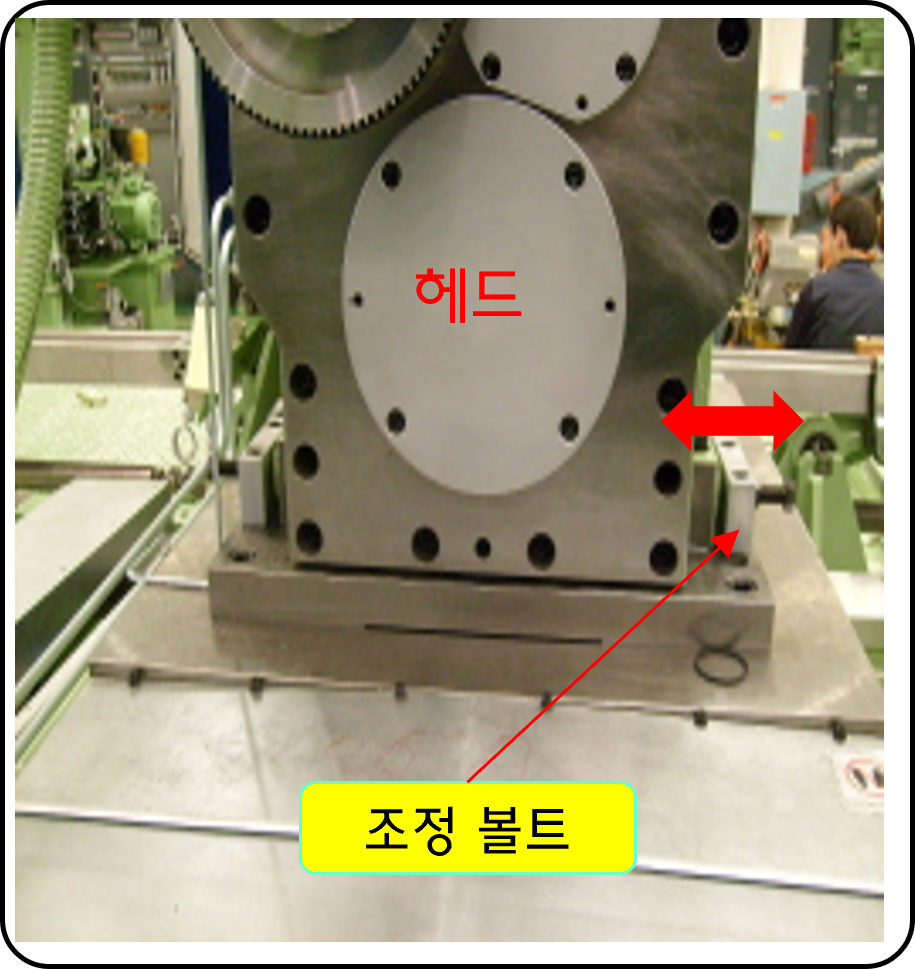
ⅰ) 베드에 피드 유니트 진직 조정용 블록(밀고 당김 작업시 필요)을 2개소 조립
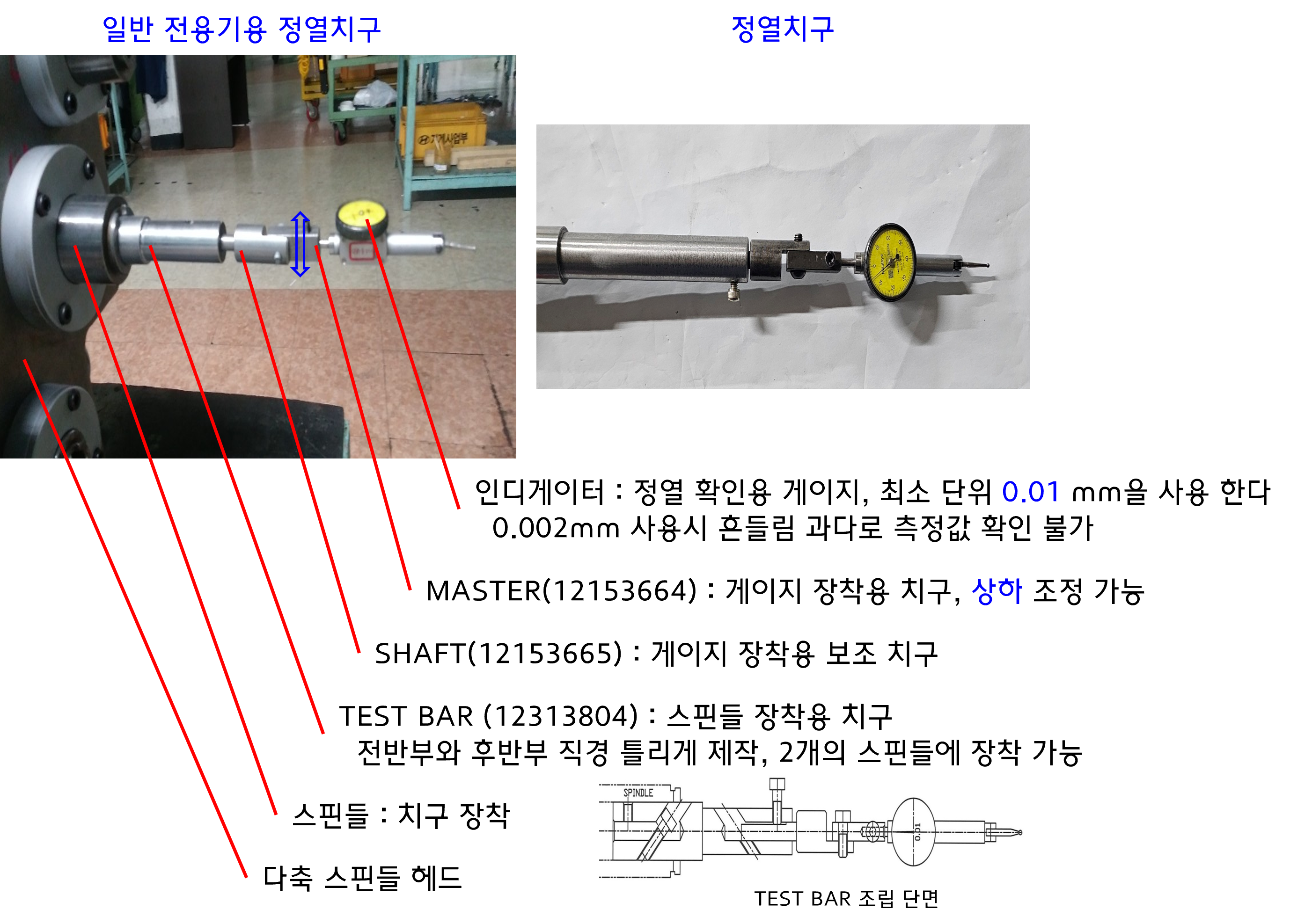
ⅱ) 피드 유니트 측면(가공면)에 다이알 게이지를 2개소 부착 (①,②)
ⅲ) 직각자는 지그에 부착 한다, 직각자는 사용전 QC에 측정, 상태를 확인한다.
ⅳ) 가공 헤드에 게이지 부착, 직각자와 접촉 & “0” 세팅
※ 피드 유니트 전후진(약 150mm) 하면서 게이지의 눈금을 읽는다 : 상하 진직, 좌우 진직 확인
ⅴ) 진직 목표치 : 상하 0.01/150mm (베드 레벨), 좌우 0.01/150mm(피드 유니트 이동)
전용기 유니트 정렬 작업
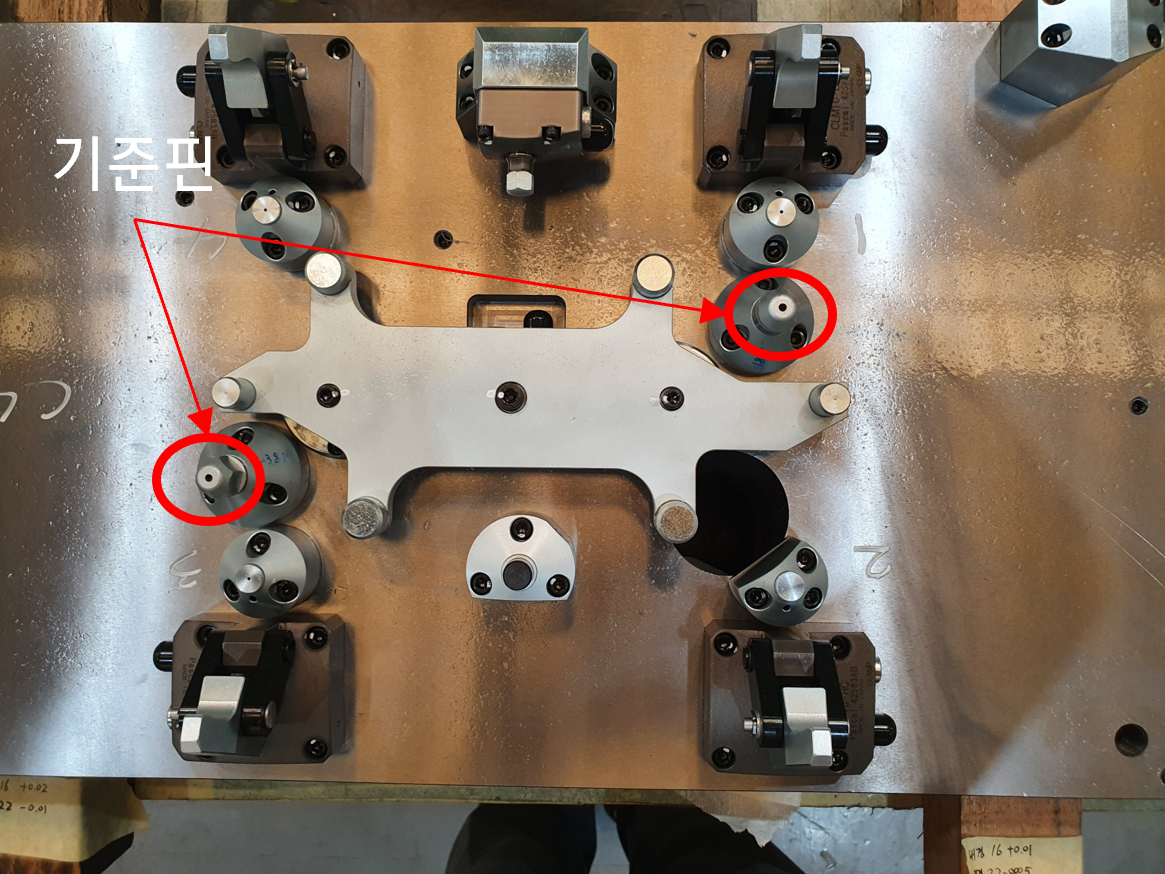
③ 정렬 작업 실시
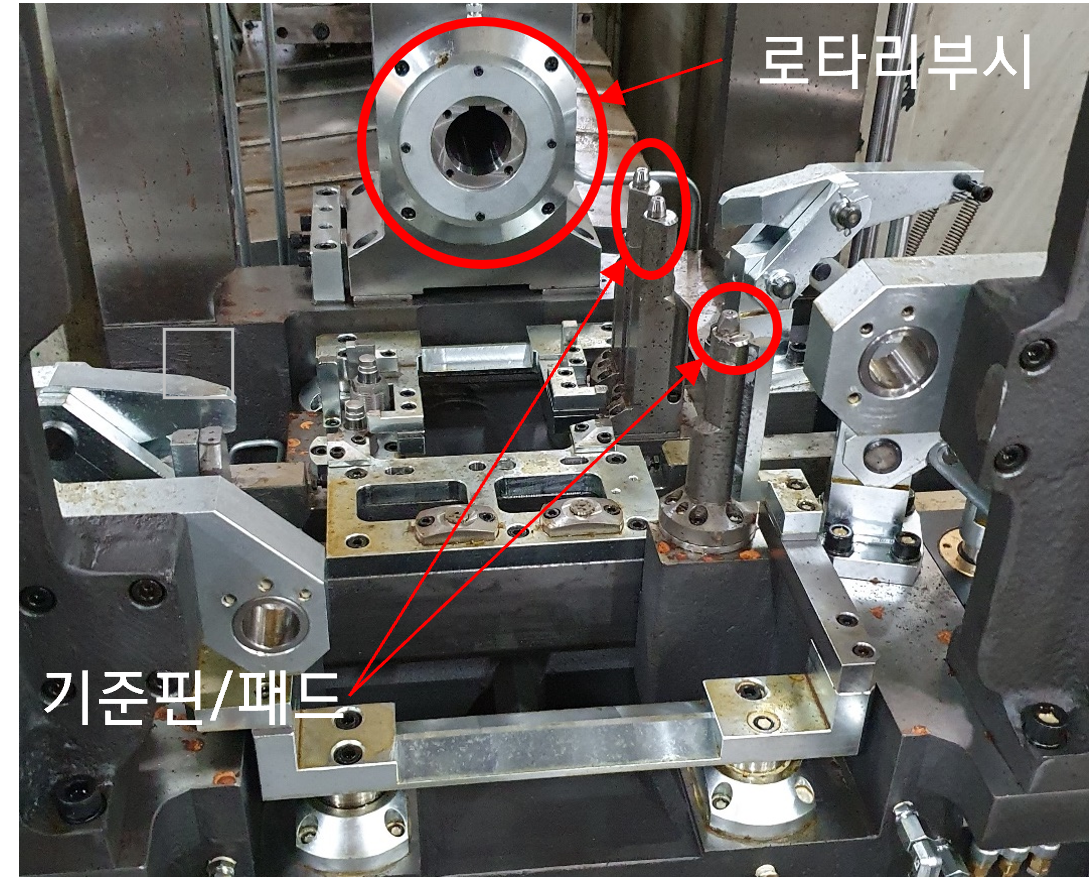
ⅰ) BUSH PLATE 없는 경우 : MASTER WORK를 기준으로 정열 작업 실시
ⅱ) BUSH PLATE 있는 경우 : BUSH PLATE 기준 정열 작업 실시
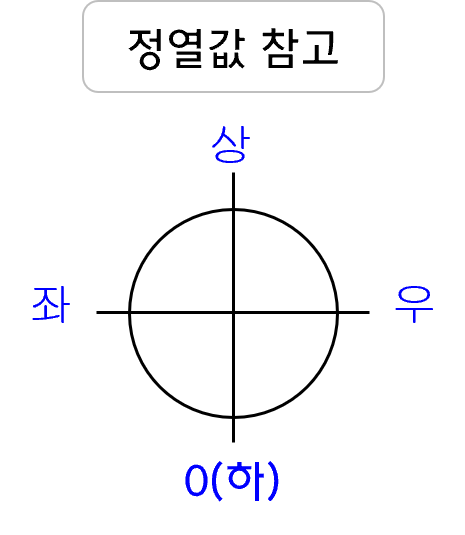
→ 정열 작업은 ① 좌우 ② 상하 순으로 작업한다.
④ 지그는 사전 측정, 도면치수와 동일하게 조정된 상황임
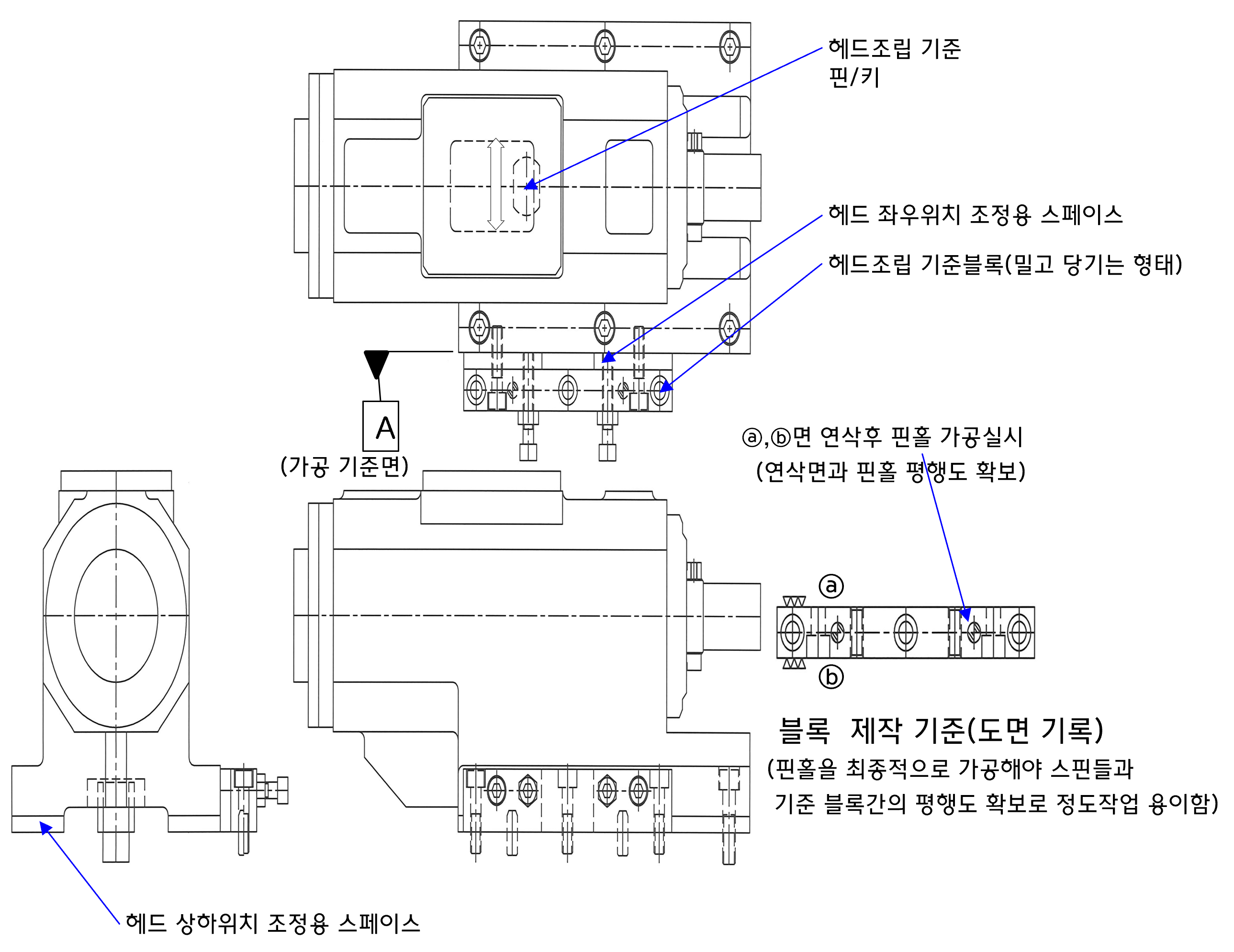
특히 PAD하부 SPACE는 조정여유를 연삭후 정치수로 관리할것
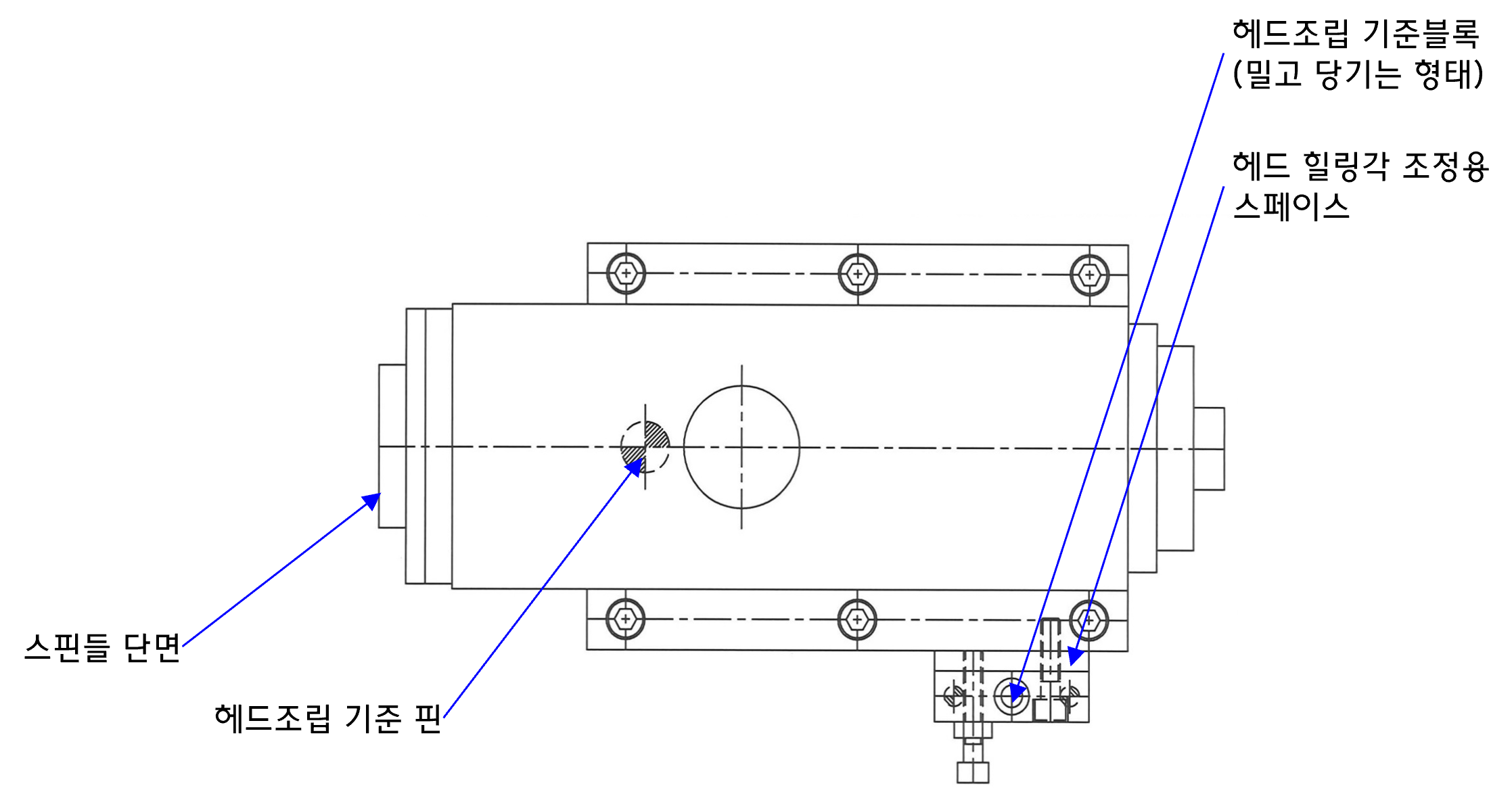
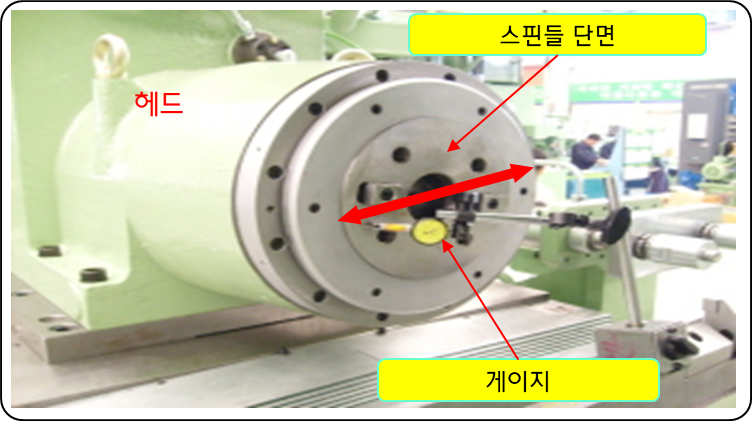
⑤ 헤드 하부 스페이스는 마스터 스페이스(10mm,12270046)의 부품을 이용 작업 할것
설계에서 출도한 스페이스는 정열 데이터에 따라 연삭 작업후 교체, 최종 확인할것
정열 목표치 : 좌우 0, 상하 +0.01
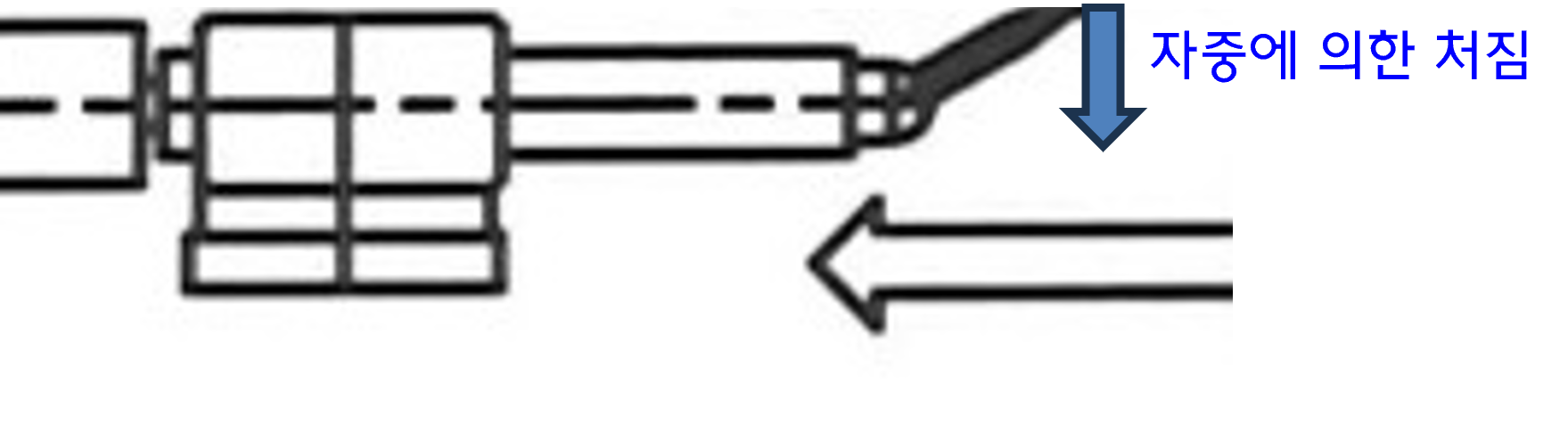
※ 정렬 작업시 게이지 바늘이 위로 향할 경우 바늘의 약0.02의 처짐 발생 → 상하는 +0.01 을 목표로 한다.
전용기 유니트 정렬 작업
6. 고정 부시 와 편심 부시 사양
지그의 기준핀의 위치를 조정하기위해 편심BUSH를 제작 사용함
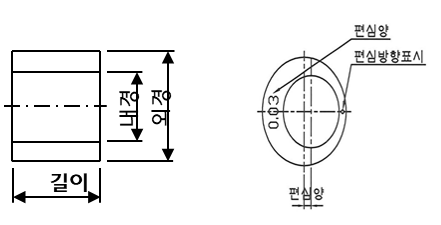
| NO | 품번 | 품명 | SPEC | 내경 | 외경 | 길이 | 편심량 | 비고 |
| 1 | 12270030 | FIXED BUSH | 12-18-15L | Φ120+0.01 | Φ18m6 | 15-0.10 | 0 | |
| 2 | 12234433 | PIN BUSH | 12-18-12L | Φ120+0.01 | Φ18m6 | 12-0.10 | 0 | |
| 3 | 12234442 | WASHER | | | Φ16 | 5 | | |
| 4 | 12452890 | 편심 BUSH | 121812-0.03 | Φ120+0.01 | Φ18m6 | 12-0.50 | 0.03 | |
| 5 | 12452891 | 편심 BUSH | 121812-0.05 | Φ120+0.01 | Φ18m6 | 12-0.50 | 0.05 | |
| 6 | 12452892 | 편심 BUSH | 121815-0.03 | Φ120+0.01 | Φ18m6 | 15-0.50 | 0.03 | |
| 7 | 12452893 | 편심 BUSH | 121815-0.05 | Φ120+0.01 | Φ12m6 | 15-0.50 | 0.05 | |
.png)